- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Как на самом деле производятся керамические электростатические патроны?
Традиционные методы зажима пластин включают механический зажим, обычно используемый в традиционной механической промышленности, и склеивание воском, оба из которых могут легко повредить пластину, вызвать деформацию и загрязнить ее, что существенно влияет на точность обработки.

Как развивались вакуумные патроны и почемуКерамические электростатические патроныПредпочитаемый?
Со временем были разработаны вакуумные патроны из пористой керамики. В этих патронах для удержания пластины используется отрицательное давление, образующееся между кремниевой пластиной и керамической поверхностью, что может вызвать локальную деформацию и повлиять на плоскостность. Поэтому в последние годыкерамические электростатические патроны, которые обеспечивают стабильную и равномерную силу адсорбции, предотвращают загрязнение пластин и эффективно контролируют температуру кремниевых пластин, стали идеальными зажимными инструментами для ультратонких пластин.
Как происходит производственный процессКерамические электростатические патроныВыполненный?
Обычно используется технология совместного обжига многослойной керамики, которая включает в себя такие процессы, как литье ленты, нарезка, трафаретная печать, ламинирование, горячее прессование и спекание.
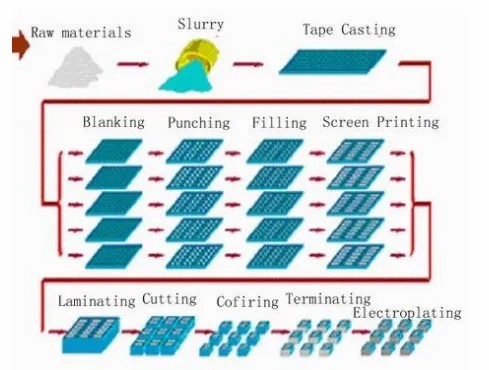
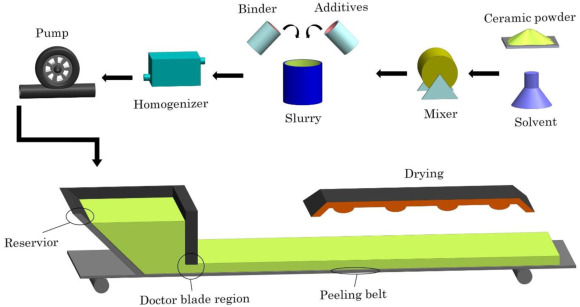
Для кулоновского типаэлектростатические патроныдиэлектрический слой не содержит проводящих материалов. Он включает в себя смешивание керамических порошков, растворителей, диспергаторов, связующих, пластификаторов и добавок для спекания для создания стабильной суспензии. Затем эту суспензию покрывают с помощью ракеля, сушат и нарезают ломтиками для формирования зеленых керамических листов определенной толщины. Для типа JRэлектростатические патроны, дополнительные регуляторы удельного сопротивления (проводящие материалы) смешиваются для достижения необходимого сопротивления слоя J-R с последующей заливкой ленты для формирования зеленых листов.
Трафаретная печать в основном используется для подготовки электродного слоя. Проводящая паста сначала наливается на один конец формы для трафаретной печати. Под действием ракеля на трафаретный принтер проводящая паста проходит через сетчатые отверстия трафаретной пластины и осаждается на подложку. Процесс печати завершается, когда ракель равномерно распределяет серебряную пасту по сетке трафарета.
Листы зеленой керамики укладываются в необходимом порядке (слой подложки, слой электрода, слой диэлектрика) и количестве слоев. Затем их прессуют вместе при определенных условиях температуры и давления, чтобы сформировать цельное зеленое тело. Крайне важно обеспечить равномерное распределение давления по всей поверхности заготовки, чтобы гарантировать равномерную усадку при сжатии.
Наконец, готовое сырое изделие подвергается комплексному спеканию в печи. Необходимо установить подходящий температурный профиль, чтобы обеспечить контроль плоскостности и усадки во время процесса спекания. Сообщается, что японская компания NGK может контролировать степень усадки порошка при спекании примерно до 10 %, в то время как у большинства отечественных производителей степень усадки по-прежнему составляет 20 % и более.**
Мы в Semicorex имеем опыт предоставления решений Керамические электростатические патроныидругие керамические материалыприменяется в полупроводниковом и фотоэлектрическом секторах. Если у вас есть какие-либо вопросы или вам нужна дополнительная информация, пожалуйста, не стесняйтесь обращаться к нам.
Контактный телефон: +86-13567891907
Электронная почта: sales@semicorex.com
Предыдущий:Производство чипов: тонкопленочные процессы