- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Можно ли измельчить карбид кремния?
Карбид кремния (SiC)Благодаря своим превосходным физико-химическим свойствам он имеет важное применение в таких областях, как силовая электроника, высокочастотные радиочастотные устройства и датчики для сред, устойчивых к высоким температурам. Однако операция нарезки во времяSiC пластинаобработка приводит к появлению повреждений на поверхности, которые, если их не лечить, могут расширяться во время последующего процесса эпитаксиального роста и образовывать эпитаксиальные дефекты, что влияет на выход устройства. Поэтому процессы шлифовки и полировки играют решающую роль вSiC пластинаобработка. В области обработки карбида кремния (SiC) технологический прогресс и промышленное развитие шлифовального и полировального оборудования являются ключевым фактором повышения качества и эффективности обработки.SiC пластинаобработка. Первоначально это оборудование использовалось в сапфировой, кристаллической кремниевой и других отраслях промышленности. С ростом спроса на материалы SiC в высокопроизводительных электронных устройствах соответствующие технологии обработки и оборудование также быстро разрабатываются, а их применение расширяется.
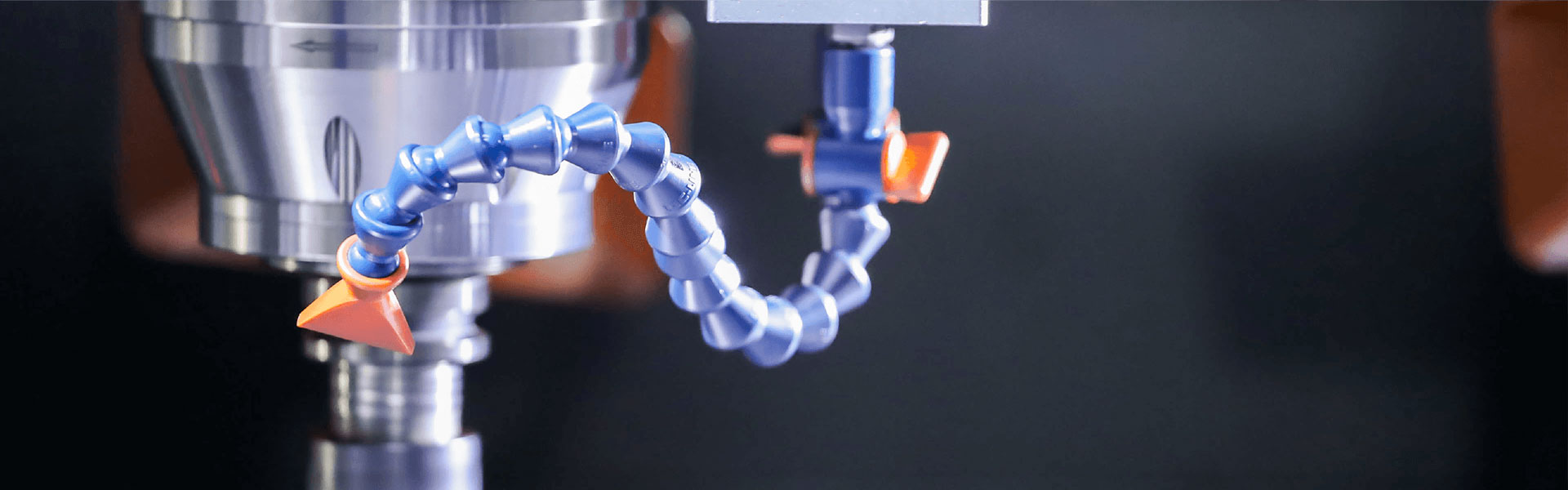
В процессе измельчениямонокристаллические подложки из карбида кремния (SiC)Для выполнения обработки обычно используются абразивные материалы, содержащие алмазные частицы, которая делится на два этапа: предварительное шлифование и тонкое шлифование. Целью этапа предварительного шлифования является повышение эффективности процесса за счет использования зерна большего размера, а также удаление следов инструмента и слоев износа, образующихся в процессе многопроволочной резки, тогда как этап тонкого шлифования направлен на удаление слоя повреждений при обработке. вводится путем предварительного шлифования и дальнейшего улучшения шероховатости поверхности за счет использования зерен меньшего размера.
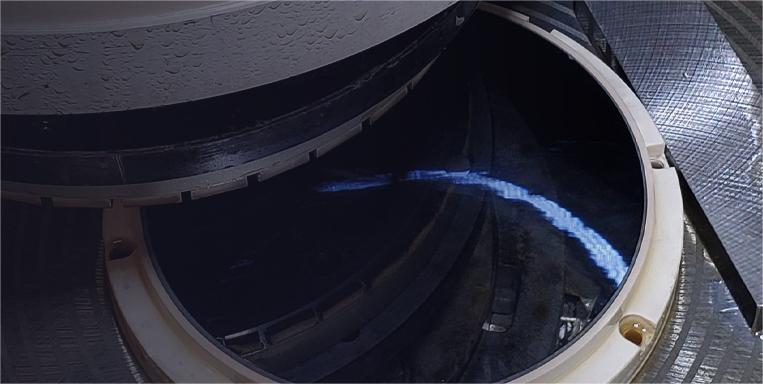
Способы шлифования подразделяют на односторонние и двусторонние. Метод двустороннего шлифования эффективен для оптимизации коробления и плоскостности заготовок.Подложка SiCи достигает более однородного механического эффекта по сравнению с односторонним шлифованием за счет одновременной обработки обеих сторон основы с использованием как верхних, так и нижних шлифовальных дисков. При одностороннем шлифовании или притирке подложка обычно удерживается на месте воском на металлических дисках, что вызывает небольшую деформацию подложки при приложении давления обработки, что, в свою очередь, приводит к деформации подложки и снижению ее плоскостности. Напротив, при двустороннем шлифовании сначала применяется давление к самой высокой точке основы, что приводит к ее деформации и постепенному выравниванию. Поскольку самая высокая точка постепенно сглаживается, давление, оказываемое на подложку, постепенно снижается, так что во время обработки подложка подвергается более равномерному воздействию силы, что значительно снижает вероятность коробления после снятия давления обработки. Этот метод не только улучшает качество обработкисубстрат, но также обеспечивает более желательную основу для последующего процесса производства микроэлектроники.
Предыдущий:GaN против SiC