- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Обзор 9 методов спекания карбидокремниевой керамики
Карбид кремния (SiC), известная конструкционная керамика, известна своими исключительными свойствами, включая жаропрочность, твердость, модуль упругости, износостойкость, теплопроводность и коррозионную стойкость. Эти свойства делают его пригодным для широкого спектра применений: от традиционного промышленного использования в высокотемпературной печной мебели, соплах горелок, теплообменниках, уплотнительных кольцах и подшипниках скольжения до продвинутых применений, таких как баллистическая броня, космические зеркала, патроны для полупроводниковых пластин и т. д. и оболочка ядерного топлива.
Процесс спекания имеет решающее значение для определения окончательных свойств.SiC-керамика. Обширные исследования привели к разработке различных методов спекания, начиная от традиционных методов, таких как реакционное спекание, спекание без давления, рекристаллизационное спекание и горячее прессование, до более поздних инноваций, таких как искровое плазменное спекание, мгновенное спекание и спекание при колебательном давлении.
Вот более пристальный взгляд на девять выдающихсяSiC-керамикаметоды спекания:
1. Горячее прессование:
Впервые разработан Аллиегро и др. в компании Norton горячее прессование предполагает одновременное воздействие тепла и давления напорошок карбида кремниякомпактный внутри матрицы. Этот метод позволяет одновременно уплотнять и формовать. Несмотря на эффективность, горячее прессование требует сложного оборудования, специализированных штампов и строгого контроля процесса. Его ограничения включают высокое энергопотребление, ограниченную сложность формы и высокие производственные затраты.
2. Реакционное спекание:
Реакционное спекание, впервые предложенное П. Поппером в 1950-х годах, предполагает смешиваниепорошок карбида кремнияс источником углерода. Необработанное изделие, полученное методом шликерного литья, сухого прессования или холодного изостатического прессования, подвергается процессу инфильтрации кремнием. Нагрев выше 1500°C в вакууме или инертной атмосфере плавит кремний, который проникает в пористое тело за счет капиллярного действия. Жидкий или газообразный кремний реагирует с углеродом, образуя на месте β-SiC, который связывается с существующими частицами SiC, в результате чего образуется плотная керамика.
Реакционно-связанный SiC отличается низкими температурами спекания, экономичностью и высокой плотностью. Незначительная усадка при спекании делает его особенно подходящим для изготовления крупных деталей сложной формы. Типичные области применения включают в себя мебель для высокотемпературных печей, излучающие трубы, теплообменники и форсунки для десульфурации.
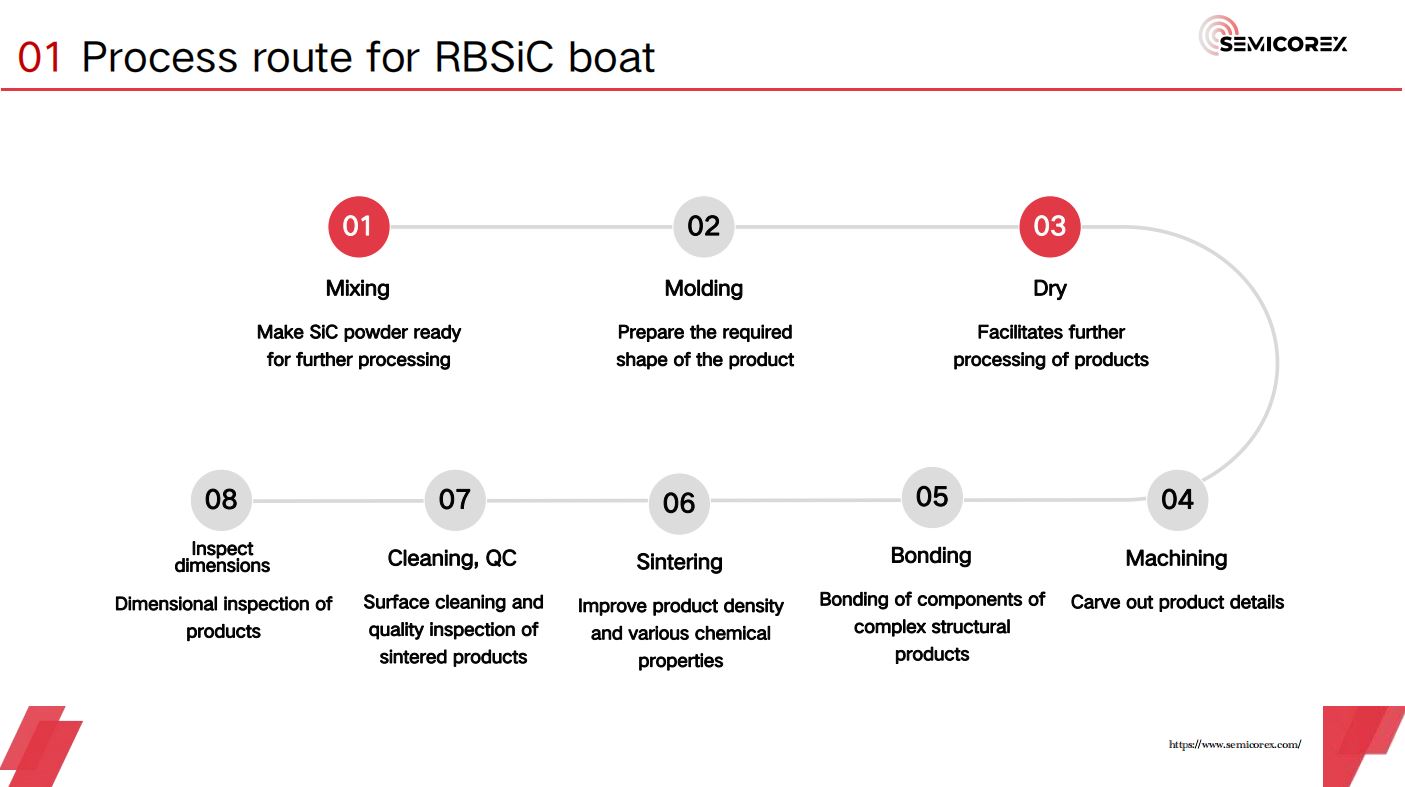
Технологический маршрут Semicorex для лодки RBSiC
3. Спекание без давления:
Разработан С. Прохазкой и соавт. в GE в 1974 году спекание без давления устраняет необходимость во внешнем давлении. Уплотнение происходит при 2000-2150°С при атмосферном давлении (1,01×105 Па) в инертной атмосфере с помощью спекающих добавок. Спекание без давления можно разделить на твердофазное и жидкофазное спекание.
Спекание в твердом состоянии без давления позволяет достичь высоких плотностей (3,10-3,15 г/см3) без межзеренных стеклянных фаз, что приводит к исключительным высокотемпературным механическим свойствам при температуре использования, достигающей 1600°C. Однако чрезмерный рост зерен при высоких температурах спекания может отрицательно повлиять на прочность.
Жидкофазное спекание без давления расширяет область применения SiC-керамики. Жидкая фаза, образующаяся в результате плавления одного компонента или эвтектической реакции нескольких компонентов, улучшает кинетику уплотнения, обеспечивая путь с высоким коэффициентом диффузии, что приводит к более низким температурам спекания по сравнению с спеканием в твердом состоянии. Мелкий размер зерен и остаточная межзеренная жидкая фаза в спеченном в жидкой фазе SiC способствуют переходу от трансзеренного к межзеренному разрушению, повышая прочность на изгиб и вязкость разрушения.
Спекание без давления — это зрелая технология с такими преимуществами, как экономичность и универсальность формы. Твердотельный спеченный карбид кремния, в частности, обеспечивает высокую плотность, однородную микроструктуру и отличные общие характеристики, что делает его пригодным для изготовления износостойких и коррозионностойких компонентов, таких как уплотнительные кольца и подшипники скольжения.

Броня из спеченного карбида кремния без давления
4. Рекристаллизационное спекание:
В 1980-х годах Кригесманн продемонстрировал изготовление высокопроизводительных рекристаллизованныхSiC-керамикаметодом шликерного литья с последующим спеканием при 2450°С. Эту технологию быстро внедрили в крупномасштабное производство компании FCT (Германия) и Norton (США).
Рекристаллизованный SiC включает спекание неспеченного тела, образованного упаковкой частиц SiC разных размеров. Мелкие частицы, равномерно распределенные в междоузлиях более крупных частиц, испаряются и конденсируются в точках контакта более крупных частиц при температуре выше 2100°C в контролируемой атмосфере. Этот механизм испарения-конденсации образует новые границы зерен на шейках частиц, что приводит к росту зерен, образованию шейки и спеченному телу с остаточной пористостью.
Ключевые особенности рекристаллизованного SiC:
Минимальная усадка: Отсутствие границ зерен или объемной диффузии во время спекания приводит к незначительной усадке.
Формирование, близкое к сетчатому: Плотность спеченного материала остается почти идентичной плотности сырого изделия.
Чистые границы зерен. Рекристаллизованный карбид кремния имеет чистые границы зерен, лишенные стеклянных фаз и примесей.
Остаточная пористость: спеченное изделие обычно сохраняет пористость 10-20%.
5. Горячее изостатическое прессование (ГИП):
HIP использует давление инертного газа (обычно аргона) для повышения уплотнения. Прессовка порошка SiC, запечатанная в стеклянном или металлическом контейнере, подвергается изостатическому давлению в печи. При повышении температуры до диапазона спекания компрессор поддерживает начальное давление газа в несколько мегапаскалей. Это давление постепенно увеличивается во время нагрева, достигая 200 МПа, эффективно устраняя внутренние поры и достигая высокой плотности.
6. Искрово-плазменное спекание (ИСП):
SPS — это новый метод порошковой металлургии для производства плотных материалов, включая металлы, керамику и композиты. В нем используются электрические импульсы высокой энергии для генерации импульсного электрического тока и искровой плазмы между частицами порошка. Этот локализованный нагрев и генерация плазмы происходят при относительно низких температурах и в течение короткого времени, что обеспечивает быстрое спекание. Этот процесс эффективно удаляет поверхностные загрязнения, активирует поверхность частиц и способствует быстрому уплотнению. SPS успешно применяется для изготовления плотной SiC-керамики с использованием Al2O3 и Y2O3 в качестве вспомогательных средств для спекания.
7. Микроволновое спекание:
В отличие от обычного нагрева, микроволновое спекание использует диэлектрические потери материалов в микроволновом электромагнитном поле для достижения объемного нагрева и спекания. Этот метод имеет такие преимущества, как более низкие температуры спекания, более высокая скорость нагрева и улучшенное уплотнение. Усиленный массоперенос во время микроволнового спекания также способствует образованию мелкозернистой микроструктуры.
8. Мгновенное спекание:
Мгновенное спекание (FS) привлекло внимание благодаря низкому энергопотреблению и сверхбыстрой кинетике спекания. Этот процесс включает в себя приложение напряжения к сырому телу внутри печи. При достижении пороговой температуры внезапное нелинейное увеличение тока приводит к быстрому джоулевому нагреву, что приводит к почти мгновенному уплотнению в течение нескольких секунд.
9. Спекание при колебательном давлении (OPS):
Введение динамического давления во время спекания нарушает блокировку и агломерацию частиц, уменьшая размер и распределение пор. В результате получается очень плотная, мелкозернистая и однородная микроструктура, что позволяет получить высокопрочную и надежную керамику. Технология OPS, разработанная командой Се Чжипена из Университета Цинхуа, заменяет постоянное статическое давление при обычном спекании динамическим колебательным давлением.
ОПС предлагает ряд преимуществ:
Повышенная плотность сырого продукта: постоянное колебательное давление способствует перегруппировке частиц, значительно увеличивая плотность сырого прессовки.
Увеличенная движущая сила спекания: OPS обеспечивает большую движущую силу для уплотнения, улучшения вращения зерен, скольжения и пластического течения. Это особенно полезно на более поздних стадиях спекания, когда контролируемая частота и амплитуда колебаний эффективно устраняют остаточные поры на границах зерен.
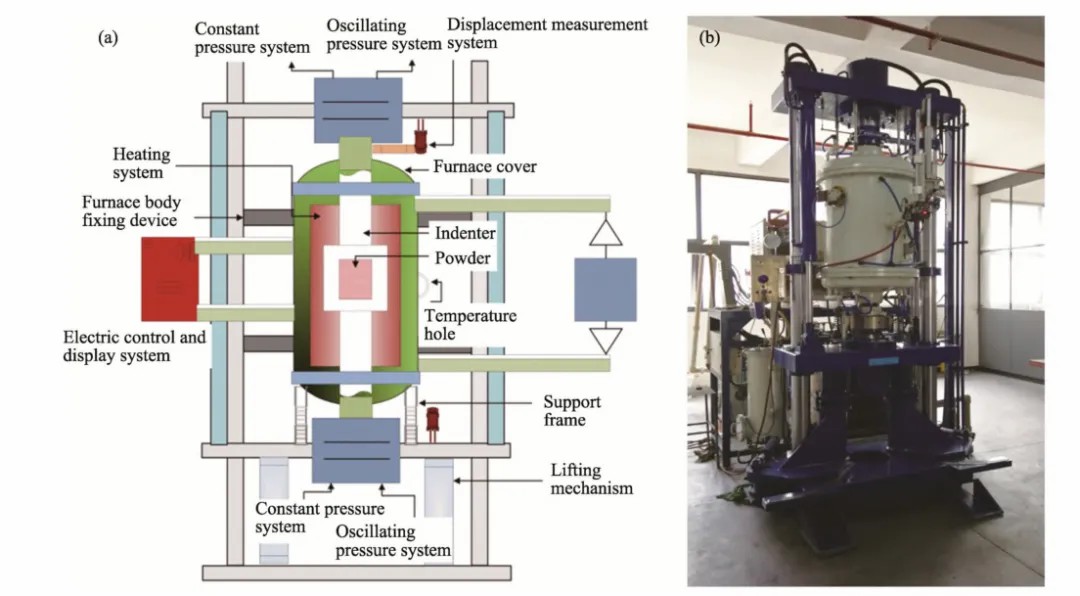
Фотография оборудования для спекания при колебательном давлении
Сравнение распространенных методов:
Среди этих методов для промышленного производства SiC широко используются реакционное спекание, спекание без давления и рекристаллизационное спекание, каждый из которых имеет уникальные преимущества, приводящие к различным микроструктурам, свойствам и приложениям.
Реакционно-связанный SiC:Обеспечивает низкие температуры спекания, экономичность, минимальную усадку и высокую плотность, что делает его пригодным для изготовления крупных деталей сложной формы. Типичные области применения включают мебель для высокотемпературных печей, сопла горелок, теплообменники и оптические отражатели.
Спеченный без давления SiC:Обеспечивает экономичность, универсальность формы, высокую плотность, однородную микроструктуру и отличные общие свойства, что делает его идеальным для прецизионных компонентов, таких как уплотнения, подшипники скольжения, баллистическая броня, оптические отражатели и патроны для полупроводниковых пластин.
Рекристаллизованный SiC:Содержит чистые фазы SiC, высокую чистоту, высокую пористость, отличную теплопроводность и стойкость к термическому удару, что делает его пригодным для изготовления высокотемпературной печной мебели, теплообменников и сопел горелок.**
Мы в Semicorex специализируемся наSiC Керамика и другиеКерамические материалыприменяется в производстве полупроводников. Если у вас есть какие-либо вопросы или вам нужна дополнительная информация, пожалуйста, не стесняйтесь обращаться к нам.
Контактный телефон: +86-13567891907
Электронная почта: sales@semicorex.com